三菱GOTで簡単ロギング設定 トレンドグラフ作成編(DX/IOT推進で役に立つ)
GOTとは三菱電機のFA機器タッチパネルの名称です。型式GT15,16(生産中止)から簡易版GT25とGT27シリーズがあります。
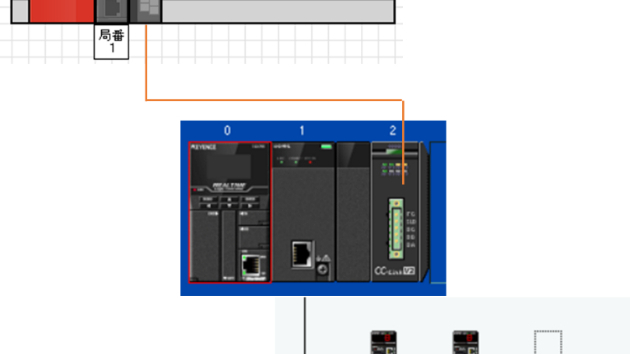
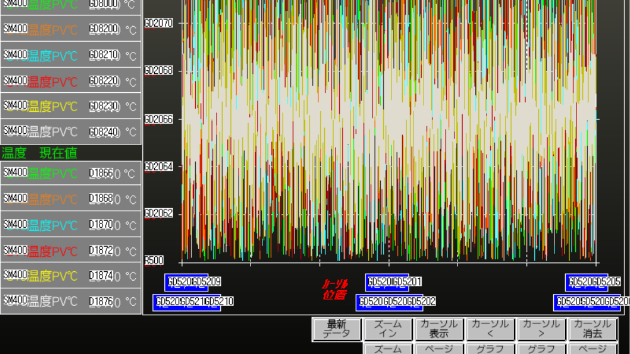
FAネットワークに接続することで操作するだけでなく、様々のことができるようになってきました。今回はグラフ特にトレンドグラフの作成を紹介します。
設定方法
トレンドグラフでは表示する形式が決まっています。
演算等考慮すると実数(32ビット)が一番使いやすいでしょう。データ形式はそろえておかないとグラフでは表示されませんので注意が必要です。
ロギング設定をする
ロギングするデバイスを設定します。PLC側でFLT関数で実数変換等して連番にしておくと設定が簡単ですね。
GT25からはSDカードが使えるのでロギングデータを保存する場合は設定しましょう。トレンドグラフで過去データを参照できる範囲が広くなります。
トリガ周期1秒で3600回(1時間)で1データを72データ保存で3日間分保存可能となります。保存データをCSVファイルでも保存すればパソコンでも簡単に見れるので集計に役に立ちます。
トレンドグラフを作成
オブジェクト>グラフ>トレンドグラフから設定します
①ヒストリカルトレンドグラフを選択
②表示するデータ本数とグラフ表示ポイント数を設定
③ロギングで設定したIDを選択します
④本数と設定したロギング設定からデバイスを選択します
(それぞれも色も選択)
⑤グラフ情報はカーソル位置のグラフ情報にします。内部デバイスのほうがやりやすい
⑥データ形式は揃えましょう
⑦上下限の設定はグラフ変更できるようにするとグラフが見やすくなりますRレジスタにすると設定値
0
.png)